
Corrugated Pallets
Know What You're Looking For?
Need More Help With Your Pallet?
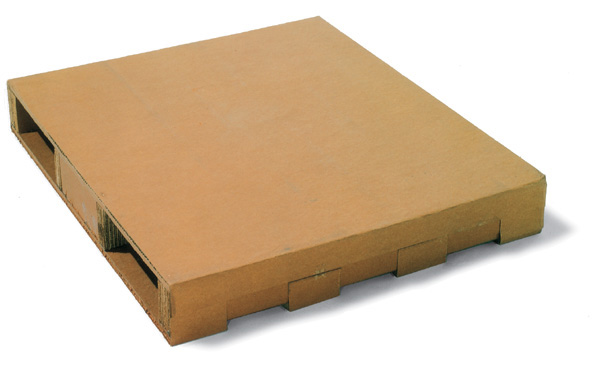
Corrugated Pallets: Lightweight, Strong and Sustainable
Millwood is a corrugated pallet company trusted by industries that require lightweight, recyclable and cost-effective alternatives to traditional pallets. Each corrugated pallet is engineered for clean, safe handling while reducing freight costs, workplace injuries and environmental impact. These pallets are ideal for air freight, international export shipments and facilities committed to sustainable shipping practices.
Lightweight and Export-Ready Design
Corrugated pallets weigh significantly less than wood or plastic pallets, making them the perfect solution for air freight and global transport. With a load capacity of over 2,800 lbs., they reduce per-pallet shipping costs across air, sea and land shipments while meeting international standards without ISPM-15 treatment.
Safe, Sustainable, and Customizable
Every corrugated pallet is 100% recyclable and nail-free, eliminating splinters and sharp edges for safer in-plant handling. Their customizable design allows Millwood to tailor corrugated pallet solutions for clean environments such as food, medical or pharmaceutical supply chains, as well as plant-to-plant transfers and one-way shipments.
Custom Requirements? No Problem.
We know that no two applications are the same. That’s why we use our Pallet Design System (PDS) and ISTA-certified Millwood Lab to engineer custom stringer pallets tailored to your exact load and handling requirements. Our approach avoids:
- Under-engineering that can result in pallet failure and product damage
- Over-engineering that drives up unnecessary costs and excess freight weight
- Instead, we deliver a just-right solution—balanced for strength, cost, and performance
Why Choose Millwood as Your Pallet Supplier?
- Customer Centric Approach: We collaborate closely with customers, providing personal service and responsive support to meet your unique needs.
- Industry Expertise Since 1985: With over four decades of experience, Millwood understands the complexities of pallet design and supply chain logistics.
- Innovative Design & Testing: Our in house ISTA certified lab and Pallet Design System (PDS) enable tailored, optimized pallet solutions
. - Manufacturing Experts: From sawmilling, resawing, assembly, heat treating and mold prevention, we have the experience and knowledge to serve you.
- Sustainability Commitment: We are committed to efficiency without compromising our environment.
Proven Solutions that Complement our Stringer Pallets
Millwood Lab
Our ISTA-certified test lab gives customers confidence that their wood pallets and packaging solutions will perform in real-world conditions. By simulating shipping and handling environments, we test, verify and optimize designs to reduce product damage, minimize waste and improve supply chain efficiency.
Pallet Recycling
Millwood offers complete pallet recycling programs to retrieve, inspect, recover and remanufacture or repair pallets. Our recycled pallet and recovery programs include green recycling processes that complement corporate sustainability initiatives.
More than just a pallet supplier
We’ve hand-picked these products to create a comprehensive solution that complements your pallet needs.

Produced in our state of the art facility on Lordstown, Ohio our corner protectors are designed to protect your load from strapping abrasion and other damage.

Hand and machine stretch wrap options that contain loads, prevent shifting and protect against dust and moisture with cost-efficient application.

Turntable, overhead and robotic stretch wrapping machines engineered to reduce film use and provide consistent, reliable load stability.
Frequently Asked Questions
What are corrugated pallets used for?
Corrugated pallets are used for lightweight, cost-effective and export-ready shipping applications across industries such as food, medical, pharmaceutical and air freight logistics.
Corrugated pallets provide a clean, nail-free alternative to wood or plastic pallets, making them especially valuable for industries that prioritize hygiene and safety. A corrugated pallet is strong enough to support loads over 2,800 lbs. while weighing significantly less than traditional materials, reducing freight costs and improving handling efficiency. They are also ISPM-15 exempt, eliminating the need for heat treatment or fumigation when shipping internationally. As a corrugated pallet company, Millwood designs customized solutions for one-way exports, air freight shipments, in-plant transfers and sustainability initiatives, making corrugated pallets a trusted option for global supply chains.
Are corrugated pallets strong enough for heavy loads?
Yes, corrugated pallets are engineered to hold heavy loads of more than 2,800 lbs. without compromising structural integrity or safety.
Despite their lightweight design, corrugated pallets are built to withstand substantial weight. Each corrugated pallet is manufactured using layered fiberboard engineered for maximum compression strength. Millwood’s corrugated pallets routinely carry loads exceeding 2,800 lbs., making them suitable for heavy equipment components, bulk shipments and high-volume transport. Unlike traditional wood pallets, they also reduce the risk of workplace injuries caused by nails or splinters. A corrugated pallet company like Millwood can also reinforce specific pallet designs with additional structural elements for oversized or sensitive cargo. This ensures that corrugated pallets combine lightweight efficiency with the durability needed for demanding industrial applications.
Are corrugated pallets suitable for international shipping?
Corrugated pallets are ideal for international shipping because they are ISPM-15 exempt and require no heat treatment or fumigation.
Traditional wood pallets often require ISPM-15 certification to meet international regulations, which can add cost and time to global shipments. Corrugated pallets eliminate this barrier entirely. Because they are made from recyclable paper-based materials, they are naturally exempt from ISPM-15 requirements, making them export-ready without additional treatment. This makes corrugated pallets an excellent choice for air freight, sea freight and one-way international shipments. A corrugated pallet company like Millwood specializes in designing pallets that meet both domestic and international shipping requirements, helping companies streamline compliance, reduce costs and avoid delays at customs checkpoints. This advantage makes corrugated pallets a smart investment for exporters.
What industries or applications are corrugated pallets best suited for?
Corrugated pallets are ideal for air freight shipments, internal facility movement or short-distance shipping between a company’s plants. They are also widely used when companies want to reduce freight costs or adopt more sustainable packaging practices.
How do corrugated pallets compare to wood or plastic pallets?
Corrugated pallets are lighter, safer and more sustainable than wood or plastic pallets, while still offering reliable strength and load capacity.
While wood and plastic pallets remain common in supply chains, corrugated pallets offer distinct advantages. They weigh significantly less, reducing freight costs, especially for air shipments. Corrugated pallets are nail-free and splinter-free, enhancing workplace safety compared to traditional wood pallets. Unlike plastic pallets, which are harder to recycle, corrugated pallets are 100% recyclable and align with sustainability initiatives. Despite being lightweight, they are strong, supporting loads of 2,800 lbs. or more. A corrugated pallet company like Millwood helps businesses evaluate when corrugated pallets are the best fit, often recommending them for export shipping, one-way distribution and clean handling environments.